
Turmec has reportedly designed, supplied, and installed an advanced MRF plant in Wiltshire to treat kerbside collected comingled recyclable materials picked from around 220,000 households across the region. The plant will have the capacity to process 20 tonnes per hour of dry mixed recyclables, ensuring a high-quality separation of recycled materials is achieved.
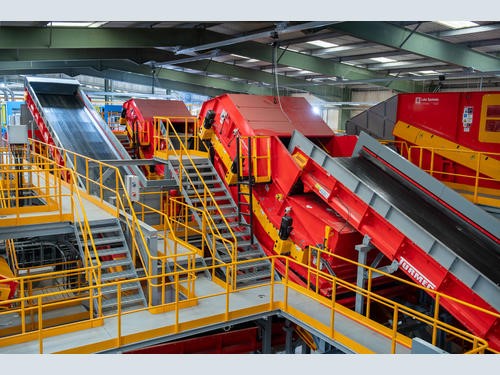
Turmec’s advanced sorting equipment includes various screens with optical and magnet elements to maximise the recovery of paper, cardboard, plastic bottles, plastic pots, tubs and trays, steel and aluminium cans, food and drink cartons.
The MRF’s plant and personnel are ready to recover materials of the highest quality for reprocessing. Comingled recyclables will be sorted in a single pass into 10 separate products for recycling. Incoming materials will be loaded into a bag splitter that opens the bags and loosen materials before fed onto the sorting line. The plant also has a quality control station that ensures the suitability of materials being fed to the plant.
Plastics, cans, and cartons are separated using screens, optical separators, magnets, eddy currents, and further picking stations before the final products drop into gated storage bunkers and a central conveyor moves all materials from bunkers to the baler.

Anthony Clune, Turmec’s Senior Project Manager, said: “This was a challenging and very rewarding project due to timelines and space but now, our client’s plant can achieve high standards in all products – in excess of 98 per cent purity.”
Responses









